Blog
The Screw and Barrel | How to Affect Plasticizing Quality and Production Efficiency
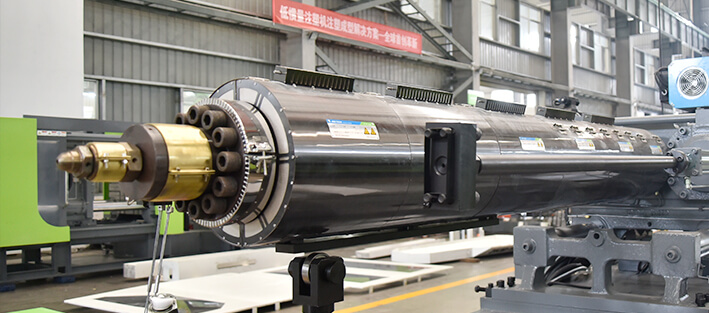
Injection Molding Machine Screw and Barrel: How They Affect Plasticizing Quality and Production Efficiency?
In injection molding, the final product quality and overall production efficiency largely depend on one critical pair of components: the screw and barrel. They are responsible for conveying, melting, mixing, metering the plastic, and participating in the injection process. Any improper design or wear will directly manifest as part defects and reduced throughput.
Below, we break down the key mechanisms of how the screw and barrel affect plasticizing quality and production efficiency, and provide actionable optimization recommendations.
Injection Molding Machine Screw and Barrel: Impact on Plasticizing Quality
Plasticizing quality is measured by: uniform melt temperature, good dispersion of additives, and absence of unmelted or degraded material.
Compression Ratio and L/D Ratio Selection
- Crystalline plastics (PA, POM, etc.) require a higher ratio (2.5–3.5) for full melting.
- Amorphous plastics (ABS, PS, etc.) work well with 2.0–2.5.
- Too high → excessive shear heat → material degradation.
- Too low → uneven plasticizing → unmelted particles or hard spots in parts.
- L/D Ratio – Affects residence time and mixing.
- Typical range 18–24. Higher L/D gives more uniform plasticizing, but for heat‑sensitive materials (PVC, PBT) it may cause thermal decomposition.
- Our high‑efficiency screws use an optimized L/D to balance full plasticizing and low degradation risk.
Critical Role of the Non‑return Valve (Check Ring)
- The non‑return valve is unique to injection molding machines. During injection, it must close quickly to prevent melt backflow.
- Poor sealing → backflow → inaccurate shot weight (shot‑to‑shot variation) → dimensional instability.
- Worn valve → unstable screw retraction during melt accumulation → cushion variation → injection pressure fluctuation, possibly leading to flash.
- We use wear‑resistant hard alloy non‑return valves with precision‑lapped sealing surfaces to ensure long‑term metering accuracy.
Injection Molding Machine Screw and Barrel:Impact on Production Efficiency
Production efficiency is reflected in plasticizing rate (kg/h) and cycle time.
Plasticizing Rate (kg/h)
- Plasticizing time is part of the total cycle time.
- Deeper feed channels increase solids conveying capacity but require higher torque.
- Barrier‑type or separation‑type high‑efficiency screws can increase plasticizing rate by 30% at the same rotational speed, shortening melt accumulation time.
- Our high‑efficiency screws allow up to 400 rpm while maintaining excellent plasticizing quality
Matching Backpressure and Screw Speed
- Increasing backpressure (5–15 MPa) improves venting and melt homogeneity, but significantly reduces plasticizing rate (up to 40% drop).
- Simply lowering backpressure increases speed but may cause internal voids or dimensional instability.
- The best solution: use a high‑mixing screw that achieves good plasticizing quality at lower backpressure, thereby increasing net throughput.
Injection Molding Machine Screw and Barrel:Optimization & Maintenance Recommendations
1.Selection stage
- Choose compression ratio and L/D according to your main material.
- Glass‑fiber reinforced materials must use wear‑resistant combinations (bimetallic barrel + chrome‑plated or fully hardened screw).
2.Daily monitoring
- Measure screw‑to‑barrel clearance every 3–6 months (focus on the front of the metering zone).
- When clearance exceeds 0.25 mm, consider repair or replacement.
3.Upgrade direction
- Replacing a standard three‑zone screw with a barrier or separation‑type screw can improve both plasticizing quality and efficiency by 10–30% without changing process settings.
4.Professional cooperation
- We offer custom screw and barrel solutions, precisely designed according to your materials, molds, and product requirements.